

Si të zgjidhim problemin e deformimit të panelit të murit të WPC plastik të drurit në procesin e prodhimit?
Si të zgjidheni problemin e deformimit të plastikës së druritWPCPaneli i murit në procesin e prodhimit?
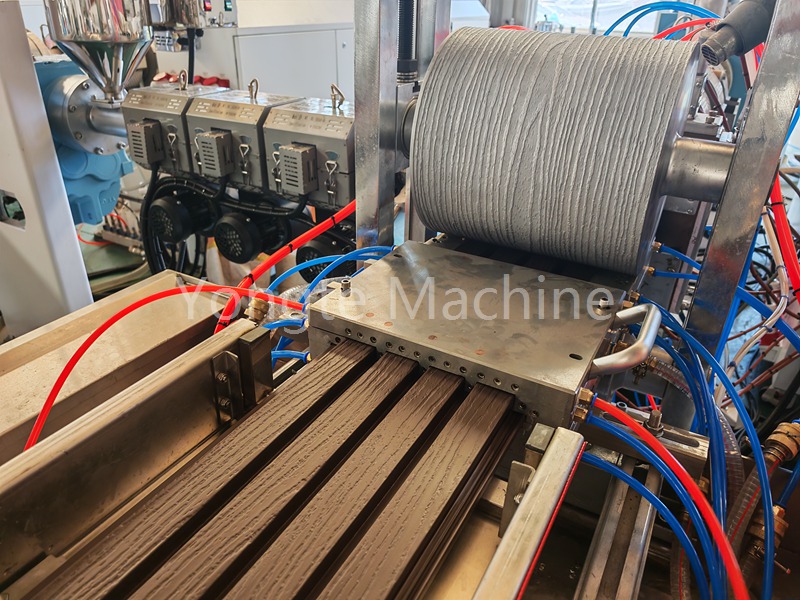
Issuesështjet e deformimit në prodhimin e panelit të murit të përbërë me dru plastik (WPC) zakonisht burojnë nga faktorë të shumtë, duke përfshirë raportet e materialit, proceset e prodhimit, parametrat e pajisjeve, fazat e ftohjes dhe formimit, si dhe pas përpunimit. Manifestimet e zakonshme të deformimit përfshijnë prishjen, shtrëngimin, tkurrjen e pabarabartë dhe parregullsitë sipërfaqësore, të cilat kërkojnë optimizim gjithëpërfshirës në të gjithë procesin e prodhimit.

Më poshtë janë analizat specifike të shkakut dhe zgjidhjet sistematike të zhvilluara nga ekipi i Yongte përmes viteve të përvojës praktike:
Arsyet thelbësore: Faktorët kryesorë nga "lënda e parë" deri tek "produkti i përfunduar"
Panelet e murit të përbërë nga druri plastik janë kryesisht të përbëra nga fibra druri (të tilla si miell druri dhe pluhur bambu) dhe polimere termoplastike (përfshirë PVC, PE, dhe PP). Këto dy përbërës shfaqin karakteristika të dallueshme: fibrat e drurit demonstrojnë veti të forta të thithjes së lagështisë, ndërsa plastika tregon zgjerim dhe kontraksion të rëndësishëm termik. Nëse proceset e prodhimit nuk arrijnë të balancojnë karakteristikat e tyre të performancës, mund të ndodhë akumulimi i stresit të brendshëm, duke çuar përfundimisht në deformim strukturor. Shkaqet specifike mund të ndahen si më poshtë:
luksoz Lidhja e lëndës së parë: Përmbajtja e lartë e lagështisë së pluhurit të drurit, përputhshmëria e dobët midis plastikës dhe pluhurit të drurit, proporcion i paarsyeshëm i aditivëve;
luksoz Procesi i nxjerrjes plastifikues: Plastizimi i pabarabartë i materialit, shpejtësia e pahijshme e rrotullimit të vidhave/kontrolli i temperaturës, defektet e dizajnit të mykut;
luksoz Procesi i ftohjes dhe vendosjes: Shpejtësia e ftohjes është shumë e shpejtë/e pabarabartë, lidhje e pamjaftueshme e mykut të vendosjes;
luksoz Lidhja e prerjes së tërheqjes: Shpejtësia e tërheqjes dhe shpejtësia e nxjerrjes nuk përputhen, stresi nuk lëshohet gjatë prerjes;
luksoz Procesi i trajtimit të mbarimit: grumbullimi i pahijshëm i produkteve të përfunduara, mungesa e trajtimit të afatit kohor, humbja e kontrollit të temperaturës dhe lagështisë në mjedisin e ruajtjes.

Zgjidhja: Optimizimi preciz i secilës lidhje
1 , Parathënia e lëndës së parë: Ulni rrezikun e deformimit nga burimi
Lënda e parë është baza, dhe dy probleme thelbësore të "thithjes së lagështisë së pluhurit të drurit" dhe "plastifikimit të pabarabartë" duhet të zgjidhen.
1.1 Kontrolli i rreptë i përmbajtjes së lagështisë së miellit të drurit
Përmbajtja e lartë e lagështisë së pluhurit të drurit (zakonisht kërkohet të jetë më pak se 3%) do të prodhojë flluska për shkak të avullimit të ujit në procesin e nxjerrjes, dhe produkti i përfunduar është i lehtë për të thithur lagështinë dhe zgjerohet në fazën e mëvonshme, duke rezultuar në deformim lokal.
Zgjidhja: Pluhuri i drurit është i paracaktuar duke përdorur tharëse ajri të nxehtë (temperatura 80-120℃, koha 2-4 orë) ose tharëse vakumi, dhe ruhet në një mënyrë të mbyllur menjëherë pas tharjes për të shmangur thithjen e lagështisë sekondare; Përmbajtja e lagështisë së lëndës së parë është ekzaminuar dhe testuar para përzierjes, dhe lënda e parë që nuk i plotëson kërkesat është e ndaluar nga përdorimi.
1.2 Optimizoni raportin e lëndëve të para dhe përmirësoni pajtueshmërinë
Fibrat e drurit dhe plastika nuk janë të pajtueshme në natyrë. Nëse nuk shtohet asnjë kompatibilizues, është e lehtë të çoni në lidhje të dobët ndërfaciale midis të dyve, dhe ndryshime të mëdha në shkallën e tkurrjes gjatë ftohjes, duke rezultuar në prishje.
RX:
Aditivët: PVC me bazë druri-plastike Shtoni polietilen të klorur (CPE) dhe ester akrilik; PE/PP me bazë druri-plastik shton anhidrid malic të shartuar polietilen (PE-G-MAH), zakonisht 2% -5% të lëndës së parë totale, për të rritur forcën e lidhjes midis pluhurit të drurit dhe plastikës.
Kontrolloni proporcionin e pluhurit të drurit: Përqindja shumë e lartë e pluhurit të drurit (zakonisht rekomandohet të jetë më pak se 60%) do të zvogëlojë ashpërsinë e materialeve dhe të plasaritet dhe deformohet lehtë; Rekomandohet të rregullohet sipas përdorimit, 40% -50% e raportit të pluhurit të drurit është i përshtatshëm për panelet e murit të dekorimit në shtëpi, dhe 55% mund të rriten siç duhet për instalimin industrial.
Shtoni aditivë kundër deformimit: Shtoni 1% -3% mbushës inorganikë si pluhur talc dhe karbonat kalciumi (të cilat duhet të aktivizohen nga agjenti i bashkimit) për të zvogëluar tkurrjen e përgjithshme të materialit; Shtoni 0.5% -1% antioksidant (të tilla si 1010) dhe amortizues UV për të zvogëluar deformimin në plakjen e mëvonshme.
1.3 Kontrolli i uniformitetit të përzierjes së lëndës së parë
Përzierja e pabarazisë do të çojë në çekuilibrin e raportit lokal të miellit të drurit/plastikës, dhe tkurrja e secilës pjesë pas nxjerrjes nuk është e qëndrueshme.
Zgjidhja: Përdorni një mikser me shpejtësi të lartë (shpejtësia rrotulluese 800-1200R/min), së pari shtoni grimca plastike, kompatibilizues dhe aditivë, nxehtësi në zbutjen plastike (PVC rreth 100-120℃, PE rreth 120-140℃), pastaj shtoni pluhur druri të tharë, përzieni për 5-8 minuta, sigurohuni që materiali të jetë i njëtrajtshëm dhe i lirshëm, pa një gungë.

2 , Procesi i formimit të nxjerrjes: Bilanci i plastifikimit dhe stresit
Nxjerrja është procesi thelbësor i formimit të panelit të murit me dru plastik, dhe plastifikimi i pabarabartë dhe kontrolli i shpejtësisë së temperaturës/rrotullimit janë shkaqet kryesore të deformimit.
2.1 Optimizimi i kombinimit dhe shpejtësisë së vidhave
Vidhosja është çelësi i plastifikimit të materialit. Nëse forca e qethjes është e pamjaftueshme, pluhuri i drurit dhe plastika nuk mund të integrohen plotësisht; Nëse forca e qethjes është shumë e madhe, është e lehtë të shkaktosh mbinxehje dhe degradim lokal, duke rezultuar në stres të brendshëm.
RX:
Përzgjedhja e vidhave: Vidhosja e tipit pengues ose lloji i ndarjes së vidhos përdoret për të përmirësuar qethjen dhe kapacitetin e përzierjes së materialeve, veçanërisht për formulimet me përmbajtje të lartë të pluhurit të drurit, rekomandohet raporti i gjatësisë së vidhosjes me diametër (L/D = 28-32: 1).
Kontrolli i shpejtësisë rrotulluese: Rregulluar sipas formulimit të lëndës së parë, zakonisht duke filluar nga 30-60 rpm. Shpejtësia e tepërt e rrotullimit (>60 rpm) mund të çojë në plastifikim të pamjaftueshëm dhe grimca të mbetura të paplotësuara në material. Në të kundërt, shpejtësia tepër e ulët e rrotullimit (<30 rpm) rezulton në efikasitet të ulët të prodhimit dhe kohën e qëndrueshme të qëndrimit të materialeve në fuçi, të cilat mund të shkaktojnë plakje dhe degradim.
2.2 Kontrolli i saktë i temperaturës së fuçisë dhe hundës
Temperaturat e tepërta mund të shkaktojnë degradim plastik dhe karbonizim të miellit të drurit, duke zvogëluar forcën e materialit. Në të kundërt, temperaturat e pamjaftueshme çojnë në plastifikim jo adekuat dhe rrjedhë të dobët të materialit, duke rezultuar në deformim të pabarabartë të tkurrjes pas nxjerrjes. Duhet të zbatohet një sistem i segmentuar i kontrollit të temperaturës, me temperaturën e portës së vdekjes pak më të lartë se zona e homogjenizimit për të parandaluar ftohjen e parakohshme në portën e vdesit, e cila mund të shkaktojë çështje të shkarkimit të materialit ose vrazhdësi të sipërfaqes (rritja e rreziqeve të deformimit në fazat e mëvonshme). Profilet e temperaturës duhet të rregullohen sipas substratit plastik:
|
Seksion cilindri |
varg temperature(℃ |
veproj |
|
Pjesë e ushqimit |
140-160 |
Ngrohni materialin për të shmangur urat |
|
Seksion i ngjeshur |
160-175 |
Gradualisht duke plastifikuar, dëbimin e ajrit |
|
Segment i harmonizimit |
175-185 |
Përziejini plotësisht për të siguruar plastifikim të njëtrajtshëm |
|
Kokë/gojë |
180-190 |
Shkarkim i qëndrueshëm për të shmangur ftohjen e shpejtë të materialeve |

2.3 Optimizoni hartimin dhe saktësinë e mykut
Myku është përcaktuesi i drejtpërdrejtë i formës së pllakës së murit. Kanali i pabarabartë i rrjedhës së hapjes së mykut dhe ngjitjes së dobët të formimit do të çojë në forcë të pabarabartë gjatë nxjerrjes së materialeve dhe deformimit pas ftohjes.
RX:
Kanali i rrjedhës së gojës së mykut: Dizajni gradual i kanalit të rrjedhës është miratuar për të siguruar shkallën uniforme të rrjedhës së materialit në gojën e mykut (shmangni shkallën e shpejtë të rrjedhës në skaj dhe shkallën e ngadaltë të rrjedhës në mes), dhe sipërfaqja e kanalit të rrjedhës duhet të lëmohet (ashpërsia RA≤ 0.8μm) për të zvogëluar rezistencën e rrjedhës së materialit.
Formimi i mykut: Dizajnoni mykun e formimit të adsorbimit të vakumit sipas trashësisë së pllakës së murit (trashësia e pllakës së murit është 5-10 mm, dhe shkalla e vakumit kontrollohet në 0.04-0.06MPA), sigurohuni që pllaka e murit të jetë e lidhur ngushtë me formën e formës, dhe kanalet e ujit të hapur të ftohjes në formën e formës së formimit të ftohjes lokale.
2.4 Ftohja dhe Vendosja: Keyelësi për të eleminuar stresin e brendshëm
Ftohja dhe vendosja e pahijshme është shkaku më i drejtpërdrejtë i lakimit dhe shtrëngimit të panelit në mur, thelbi është "ftohje uniforme, lëshim i ngadaltë i stresit".
2.4.1 Përdorimi i "ftohjes graduale" në vend të "ftohjes së papritur"
Temperatura e pllakës së murit të ekstruduar fllad është e lartë (rreth 160-180℃). Nëse futet drejtpërdrejt në rezervuarin e ftohjes me temperaturë të ulët (<20℃), sipërfaqja do të tkurret dhe do të forcohet shpejt, ndërsa brendësia është akoma në një gjendje zbutëse të temperaturës së lartë. Në fazën e mëvonshme, tkurrja e brendshme do të tërheqë sipërfaqen, duke rezultuar në shtrëngim (zakonisht "konkave në mes dhe lart nga të dy palët").
Zgjidhja: Vendosni një sistem ftohjeje me tre faza:
Ftohja e nivelit të parë (ftohja stabilizuese e mykut): Temperatura e murit zvogëlohet nga 180℃ në 80-100℃ Përmes kanalit të ujit në mykun stabilizues (temperatura e ujit kontrollohet në 50-60℃), dhe forma është e fiksuar paraprakisht;
Ftohja sekondare (ftohja me llak): Përdorni pajisje atomizuese me llak për të spërkatur në mënyrë të barabartë 40-50℃ ujë të ngrohtë, dhe ul temperaturën në 40-50℃;
Ftohja e nivelit 3 (ftohja me ujë të ftohtë): Hyni në rezervuarin e ujit të ftohtë në 20-30℃ dhe ftohuni plotësisht në temperaturën e dhomës (qëndroni koha 5-8 minuta).
Keyelësi: Uji ftohës duhet të mbulojë të dy anët e pllakës së murit në mënyrë të barabartë për të shmangur ftohjen e tepërt në njërën anë (pllakat udhëzuese mund të vendosen në rezervuarin e ujit për të siguruar rrjedhën e lëmuar).

2.4.2 Kontrolloni shpejtësinë dhe kohën e ftohjes së kontrollit
Shpejtësia e ftohjes duhet të përputhet me trashësinë e murit: Trashësia e hollë e murit <5 mm, koha totale e ftohjes mund të kontrollohet në 8-10 minuta; Trashësia e trashë e murit> 8 mm, duhet të shtrihet në 12-15 minuta për të siguruar ftohje të plotë të brendshme dhe për të shmangur "tkurrjen sekondare" në fazën e mëvonshme.
(4) Tërheqja dhe prerja: Shmangni deformimin e shkaktuar nga forcat e jashtme
Mosbalancimi i shpejtësisë së tërheqjes dhe koha e duhur e prerjes do të rrisë artificialisht stresin e brendshëm të paneleve të murit, duke rezultuar në deformim.
2.5 Përputhja e shpejtësisë së tërheqjes dhe shpejtësisë së nxjerrjes
Shpejtësia shumë e shpejtë e tërheqjes: Do të zgjasë pllakën e murit, duke rezultuar në një rritje të shkallës së tkurrjes gjatësore, më vonë e lehtë për të "zvogëluar" deformimin;
Shpejtësia shumë e ngadaltë e tërheqjes: Pllaka e murit qëndron në formim për një kohë shumë të gjatë, e cila është e lehtë për tu ulur dhe përkulur për shkak të peshës së vet.
Zgjidhja: Përdorni makinat e tërheqjes së rregulluar me shpejtësi të frekuencës së ndryshueshme. Përmes monitorimit të sensorit në kohë reale të daljes së nxjerrjes, ruani raportin e shpejtësisë tërheqëse-ekstruzion midis 1.05-1.1: 1 (duke siguruar që shpejtësia e tërheqjes tejkalon pak shpejtësinë e nxjerrjes për të garantuar panelet e murit të sheshtë pa rrudha). Njëkohësisht, mbani presion të njëtrajtshëm në të dy rrotulluesit e sipërm dhe të poshtëm (presioni 0.2-0.3MPA) për të parandaluar ngarkimin e pabarabartë në çdo anë të vetme.
2.5 Koha e prerjes dhe saktësia e pajisjeve
Kur paneli i murit nuk është ftohur plotësisht (temperatura> 30℃) gjatë prerjes, ose tehja e sharrës së prerjes nuk është e mprehtë dhe shpejtësia e rrotullimit është shumë e ulët, forca e pabalancuar në skajin e prerjes do të shkaktojë deformim lokal.
RX:
Koha e prerjes: Pas nivelit të tretë të ftohjes, sigurohuni që temperatura e murit të zvogëlohet në temperaturën e dhomës (<25℃) para prerjes;
Pajisjet e prerjes: Përdoret sharrë rrethore me shpejtësi të lartë (Revolutions 3000-4000R/min). Blade e sharrës duhet të lëmohet rregullisht. Gjatë prerjes, pllaka e murit është e fiksuar përmes pajisjes udhëzuese për të shmangur lëkundjen gjatë prerjes.

2.6 Pas trajtimit dhe ruajtjes: Konsolidoni efektin e formimit
Edhe nëse procesi i prodhimit është i kontrolluar mirë, përpunimi i pahijshëm pas postimit ende mund të çojë në deformim, dhe "lëshimi i stresit" dhe "kontrolli mjedisor" duhet të përqendrohen në.
2.6.1 Trajtimi i përfunduar i kohës së produktit (lëshimi i stresit)
Panelet e murit të prodhuara rishtazi ende kanë stres të brendshëm të pakompletuar, i cili është i lehtë për tu deformuar gradualisht nëse është grumbulluar direkt.
Zgjidhja: Panelet e murit të prerë janë grumbulluar mjeshtërisht në një paletë të sheshtë, dhe lartësia e secilës grumbull nuk është më shumë se 1.2 metra (për të shmangur deformimin e pjesës së poshtme të shkaktuar nga presioni i rëndë). Panelet e murit vendosen në një temperaturë normale (20-25℃) dhe mjedisin e ventiluar për 7-10 ditë për të lënë stresin e brendshëm të lëshohet natyrshëm. Ky proces quhet "trajtim me efekt kohor".
2.6.2 Ruajtja dhe Transporti i Standardizuar
Mjedisi i ruajtjes është i lagësht: Pluhuri i drurit thith lagështinë dhe zgjerohet, duke rezultuar në lakimin e bordit të murit;
Ndryshimi i jashtëzakonshëm i temperaturës së ambientit: Zgjerimi termik plastik dhe tkurrja e ftohtë intensifikohet, duke shkaktuar prishje.
RX:
Magazina e ruajtjes: Mbajeni të thatë (lagështia relative≤60%), të ventiluar, shmangni dritën e diellit të drejtpërdrejtë dhe burimin e nxehtësisë afër (të tilla si ngrohja, kazani);
Metoda e stacking: Panelet e murit duhet të grumbullohen "ballë për ballë, mbrapa" në një mënyrë alternative, të ndara me shirita druri (të vendosur 50-100 mm) në mes për të siguruar qarkullimin e ajrit; Fundi duhet të ngrihet me dru jastëk (të paktën 10 cm mbi tokë) për të parandaluar që lagështia të pushtojë tokën;
Procesi i transportit: Mbuloni me leckë të papërshkueshëm nga shiu për të shmangur shiun; Trajtoni me kujdes gjatë ngarkimit dhe shkarkimit për të shmangur kompresimin dhe përplasjen.
përmbledh
Sfida e deformimit të paneleve të murit WPC të përbërë nga druri i përbërë nga druri paraqet një "proces sistemik" që kërkon aderimin në një rrjedhë gjithëpërfshirëse të punës: Kontrolli i lagështisë në lëndët e para→ plastifikim uniform→ ftohje graduale→ lëshim stresi→ ruajtje e standardizuar. Theelësi qëndron në balancimin e karakteristikave të dallueshme të fibrave të drurit dhe plastikës për të minimizuar akumulimin e stresit të brendshëm. Duke rregulluar saktësisht parametrat kritikë (veçanërisht përmbajtjen e lagështirës, temperaturën dhe normat e ftohjes) së bashku me pajisjet e optimizuara dhe monitorimin e cilësisë, deformimi mund të kontrollohet brenda 1%, duke përmbushur kërkesat e prodhimit dhe nevojat e aplikimit.