

Zgjidhje për devijimin dimensional, shtrembërimin dhe deformimin në prodhimin e dyerve WPC
Zgjidhje për devijimin dimensional, shtrembërimin dhe deformimin në prodhimin e dyerve WPC
Abstrakt
Dyert e përbërë nga druri-plastika (WPC) janë shfaqur si një produkt i zakonshëm në industrinë moderne të prodhimit të dyerve dhe dritareve për shkak të avantazheve të tyre të jashtëzakonshme duke përfshirë mirëdashjen mjedisore, rezistencën ndaj lagështirës, rezistencën ndaj korrozionit dhe kosto të ulët të prodhimit. Megjithatë, devijimi dimensional, shtrembërimi dhe deformimi i pakthyeshëm janë tre defekte të cilësisë së përhapur gjatë procesit të nxjerrjes dhe formimit të dyerve WPC. Këto probleme jo vetëm që zvogëlojnë rrafshimin e sipërfaqes dhe pamjen e përgjithshme të produkteve të gatshme, por gjithashtu ndikojnë drejtpërdrejt në efikasitetin e montimit të mëvonshëm, jetën e shërbimit të produktit dhe kënaqësinë e klientit. Bazuar në vitet e përvojës së prodhimit në vend dhe kërkimeve teknike, inxhinierët profesionistë nga Yongte përmbledhin zgjidhjet e synuara të rregullimit dhe korrigjimit për tre defektet e mësipërme, duke synuar të ofrojnë referenca teknike të besueshme për prodhuesit e dyerve WPC për të optimizuar proceset e prodhimit dhe për të përmirësuar cilësinë e produktit.

1. Hyrje
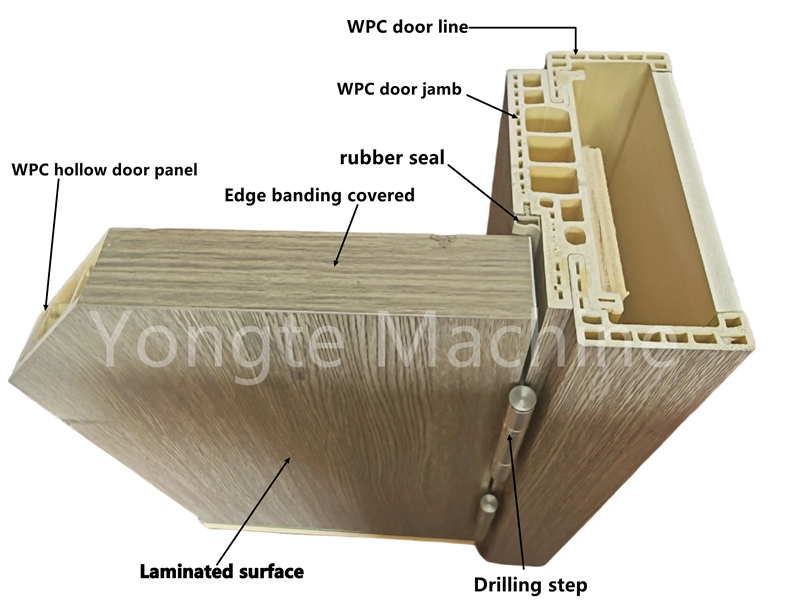
Materialet WPC përzihen me fibra bimore, rrëshirë termoplastike, aditivë funksionalë dhe lëndë të tjera të para përmes shkrirjes në temperaturë të lartë dhe formimit me nxjerrje. Ndikuar nga faktorë të shumtë si raporti i formulës së lëndës së parë, temperatura e nxjerrjes, sistemi i ftohjes, shpejtësia e tërheqjes dhe procesi i prerjes, produktet gjysëm të gatshme dhe të përfunduara të dyerve WPC janë të prirur ndaj dimensioneve të përgjithshme të paqëndrueshme, deformimeve të njëanshme ose të dyanshme dhe deformimeve strukturore. Ndryshe nga dyert tradicionale të drurit të ngurtë dhe dyert PVC, dyert WPC kanë karakteristika komplekse të stresit të brendshëm strukturor. Korrigjimi i verbër i një parametri të vetëm procesi nuk mund të eliminojë plotësisht defektet e cilësisë; Kërkohet optimizim sistematik nga formimi, ftohja deri në përpunimin pas. Ky punim analizon shkaqet rrënjësore të defekteve të zakonshme dhe parashtron strategji të mundshme korrigjimi.
2. Shkaqet dhe zgjidhjet korrigjuese të defekteve të zakonshme të dyerve WPC
2.1 Devijimi dimensional
2.1.1 Shkaqet e defektit
Devijimi dimensional i referohet gabimit midis gjatësisë, gjerësisë dhe trashësisë aktuale të dyerve WPC dhe vlerave standarde të projektimit, i cili kryesisht ndodh në fazën e prerjes dhe në fazën e formimit me nxjerrje. Faktorët kryesorë nxitës përfshijnë ftohjen e pabarabartë të profileve, shpejtësinë e luhatshme të tërheqjes, dizajnin e paarsyeshëm strukturor të sistemit të formësimit dhe gabimet në prerjen manuale ose mekanike. Gabimet e tepërta dimensionale do të çojnë në përputhje të dobët gjatë montimit të kornizës së derës, duke rezultuar në boshllëqe, bllokim të derës dhe probleme të tjera pas shitjes.
2.1.2 Masat e korrigjimit profesional
Sipas ekipit teknik të Yongte, një proces i kombinuar i formësimit me vakum, qarkullimit të ftohjes së ujit dhe kontrollit të qëndrueshëm të tërheqjes është thelbi për të kontrolluar saktësinë dimensionale të dyerve WPC. Së pari, sistemi i formësimit të vakumit është miratuar për të kufizuar konturin e jashtëm të profileve WPC të ekstruduara në kohë reale, në mënyrë që të shmanget zgjerimi ose tkurrja e profilit të shkaktuar nga zgjerimi termik dhe tkurrja e ftohtë. Së dyti, pajisja e ftohjes së ujit qarkullues është konfiguruar që të realizojë ftohjen uniforme dhe graduale të shtresave të brendshme dhe të jashtme të panelit të derës, të eliminojë dallimet lokale të tkurrjes dhe të stabilizojë madhësinë bazë të profilit pas formimit.
Përveç kësaj, është thelbësore të përputhet me një pajisje tërheqëse me shpejtësi konstante me precizion të lartë për të shmangur nervozizmin e madhësisë të shkaktuar nga tërheqja e shpejtë dhe e ngadaltë. Bashkëpunuar me pajisje prerëse të optimizuara me gjatësi fikse, e gjithë linja e prodhimit mund të realizojë saktësinë e prerjes të kontrolluar brenda±1 mm, i cili plotëson plotësisht kërkesat e montimit të standardeve të larta të dyerve të përfunduara WPC.

2.2 Dekorimi i panelit
2.2.1 Shkaqet e defektit
Deformimi është një nga defektet më të shpeshta të dyerve WPC, i manifestuar kryesisht si përkulje me hark të panelit të derës në drejtim horizontal ose vertikal. Rrënja kryesore shkakton mbulimin e shpejtësisë asimetrike të ftohjes në të dy anët e profilit, hendekun e paqëndrueshëm të buzës së kallëpit të nxjerrjes dhe tensionin e paqëndrueshëm të tërheqjes. Ftohja asimetrike do të çojë në stres të paqëndrueshëm tkurrjeje në sipërfaqet e sipërme dhe të poshtme të panelit të derës; boshllëku i paarsyeshëm i buzës do të shkaktojë shkarkim të pabarabartë të materialeve të përbëra; dhe luhatjet e shpeshta të shpejtësisë së tërheqjes do të përkeqësojnë shpërndarjen e pabalancuar të stresit të produkteve gjysëm të gatshme.
2.2.2 Masat e korrigjimit profesional
Për të zgjidhur rrënjësisht problemin e shtrembërimit, prodhuesit duhet të bëjnë optimizim sinkron nga sistemi i ftohjes, struktura e mykut dhe parametrat e tërheqjes. Së pari, zbatoni menaxhimin e balancuar të ftohjes, rregulloni rrjedhën e ujit dhe temperaturën e kanalit të ujit ftohës në të dy anët e kallëpit të formësimit, sigurohuni që shpejtësia sinkrone e ftohjes së pjesëve të sipërme dhe të poshtme të panelit të derës WPC dhe zvogëloni diferencën e stresit të krijuar në fazën e ftohjes.
Së dyti, zbuloni dhe kalibroni rregullisht boshllëkun e buzës së kallëpit të nxjerrjes për të siguruar simetrinë e hendekut në anën e majtë dhe të djathtë, si dhe në anët e sipërme dhe të poshtme, në mënyrë që materialet e shkrirë WPC të mund të shkarkohen në mënyrë të barabartë dhe dendësia e të gjitha pjesëve të panelit të derës të mbetet e qëndrueshme. Së fundi, ruani shpejtësinë konstante të funksionimit të njësisë tërheqëse, vendosni një prag të arsyeshëm tensioni, shmangni nxitimin dhe ngadalësimin e papritur dhe parandaloni që forca e jashtme tërheqëse të shkaktojë shtrembërim të pakthyeshëm të përkuljes së panelit të derës së paftohur.

2.3 Deformimi strukturor
2.3.1 Shkaqet e defektit
Ndryshe nga shtrembërimi i sipërfaqes, deformimi strukturor i përket dëmtimit të brendshëm të përhershëm të profileve të dyerve WPC, duke përfshirë dhëmbëzimin, përdredhjen dhe kolapsin e përgjithshëm. Ky defekt është shkaktuar kryesisht nga dizajni i paarsyeshëm i rrugës së ftohjes, stresi i brendshëm i mbetur brenda materialit dhe formula e pabalancuar e lëndës së parë. Rrugët e paarsyeshme të ftohjes do të çojnë në stres të tepërt të mbetur brenda profilit; mospërputhja e raportit të fibrave bimore, matricës plastike dhe aditivëve do të zvogëlojë qëndrueshmërinë dhe qëndrueshmërinë strukturore të materialeve WPC, duke i bërë produktet e gatshme të prirur ndaj deformimit nën ndryshimet e temperaturës së jashtme dhe nxjerrjen e forcës së jashtme.
2.3.2 Masat e korrigjimit profesional
Inxhinierët e Yongte propozojnë tre drejtime kryesore optimizimi për të zgjidhur deformimin strukturor: optimizimi i shtigjeve të ftohjes, çlirimi i stresit të brendshëm të mbetur dhe rregullimi i formulës së lëndës së parë. Për sa i përket shtigjeve të ftohjes, ridizajnoni paraqitjen e kanaleve të ujit ftohës të brendshëm dhe të jashtëm të pajisjeve të formësimit, adoptoni mënyrën e klasifikuar të ftohjes së paraftohjes, formësimit me temperaturë konstante dhe ftohjes përfundimtare, realizoni çlirimin e ngadaltë të stresit gjatë derdhjes së ftohjes dhe shmangni akumulimin e tepërt të stresit të brendshëm.
Për rregullimin e brendshëm të stresit, shtoni një seksion të plakjes për lehtësimin e stresit pas procesit të tërheqjes, vendosni panelin e derës së formuar fillimisht në një mjedis me temperaturë konstante dhe lagështi konstante për një periudhë të caktuar për të eliminuar stresin e mbetur. Për sa i përket optimizimit të formulës, rregulloni raportin e përzierjes së pluhurit të drurit, grimcave plastike, agjentit bashkues dhe stabilizuesit, përmirësoni forcën e lidhjes ndërfaqesore midis fibrës së bimëve dhe rrëshirës termoplastike, përmirësoni qëndrueshmërinë e përgjithshme dhe aftësinë kundër deformimit të materialeve të përbëra dhe reduktoni rrënjësisht probabilitetin e deformimit strukturor.
3. Përfundim
Devijimi dimensional, shtrembërimi dhe deformimi janë pengesat kryesore që kufizojnë përmirësimin e cilësisë së produkteve të dyerve WPC dhe shfaqja e defekteve të ndryshme është e ndërlidhur dhe ndikohet nga lidhje të shumta prodhimi. Në prodhimin aktual, prodhuesit nuk duhet të mbështeten vetëm në korrigjimin e një parametri të vetëm, por gjithashtu duhet të ndërtojnë një sistem të kontrollit të cilësisë së procesit të plotë që mbulon formulën e lëndës së parë, formimin me nxjerrje, formësimin me vakum, ftohjen me ujë dhe tërheqjen me shpejtësi konstante.
Adoptimi i procesit të prodhimit me precizion të lartë të formësimit me vakum + ftohje uji + tërheqje e qëndrueshme për të kontrolluar gabimet e dimensioneve, përputhja e ftohjes së balancuar dhe strukturës simetrike të makines për të frenuar deformimin, dhe optimizimi i shtigjeve të ftohjes dhe formulave të materialit për të eliminuar deformimin strukturor mund të zgjidhë në mënyrë efektive problemet e zakonshme të cilësisë së mësipërme. Për ndërmarrjet e dyerve WPC, vendosja e standardizuar e parametrave të procesit dhe mirëmbajtja e përditshme e pajisjeve janë gjithashtu parakushte të rëndësishme për të ruajtur cilësinë e qëndrueshme afatgjatë të produktit.
E mëparshme:Arsyeja e plasaritjes në stolisjen e WPC