

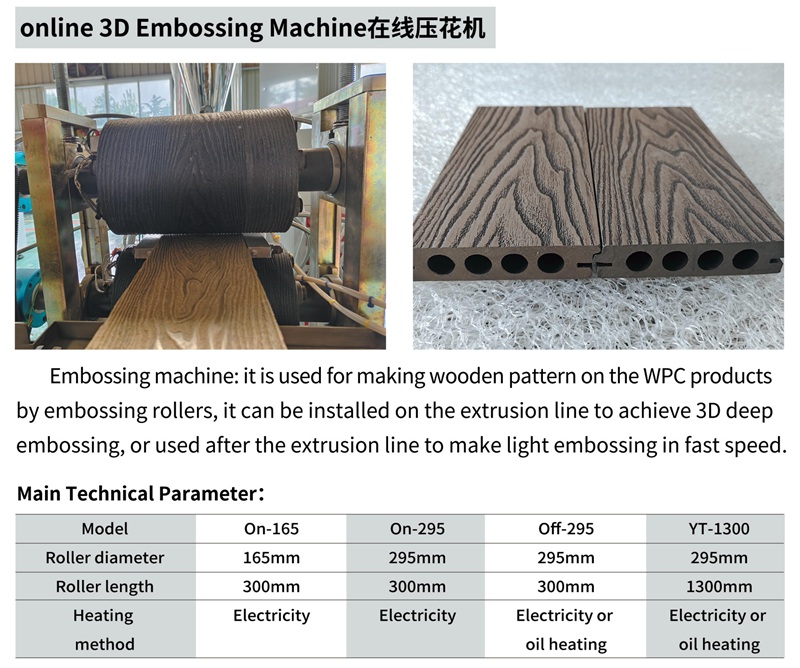
Zgjidhje për WPC duke dekretuar problemet e embossing në internet
Kur prodhoni zbukurim WPC, embossing në internet është shumë i rëndësishëm për cilësinë e produktit, por shumë operatorë hasin probleme gjatë prodhimit, duke rezultuar në modele të paqarta ose në thellësi të pabarabarta embossing.
Mos u trembni! Sot, Yongte do të ndajë me vete embossing -in tonë "Kit të Ndihmës së Parë". Pasi ta lexoni, ju mund të kuptoni drejtpërdrejt me kuvertë WPC me cilësi të lartë! Në fakt, për sa kohë që ju zotëroni pikat kryesore, skena e rrotullimit gjithashtu mund të shndërrohet në mënyrë të mrekullueshme! Tjetra, inxhinierët Yongte do t'ju mësojnë hap pas hapi për ta kthyer "skenën e kthimit" në "Tavanin e pamjes"!

Modeli i paqartë në sipërfaqen e dyshemesë me dru plastik mund të shkaktohet nga shumë faktorë të tillë si lëndët e para, procesi i prodhimit, mykët e pajisjeve, etj. Më poshtë janë arsye dhe zgjidhje specifike:
I. Probleme të lëndës së parë
1. Raporti i paarsyeshëm i lëndës së parë
Arsyeja:
Përmbajtja e fibrave bimore si pluhur druri/pluhur bambu është shumë i lartë, ose proporcioni i substrateve plastike (siç janë PE, PVC) është shumë e ulët, duke rezultuar në rrjedhshmëri të dobët të përzierjes dhe vështirësi në plotësimin e detajeve të modelit të mykut.
Shumë mbushës (siç është karbonati i kalciumit) mund të zvogëlojë plasticitetin e shkrirjes dhe të shkaktojë shtypje të paqartë të modelit.
Sugjerime për zgjidhje:
Optimizoni raportin e formulës dhe rritni siç duhet përmbajtjen e substratit plastik (siç është raporti PE/PVC u rrit në 40%~ 60%) për të siguruar që shkrirja të ketë rrjedhshmëri të mirë në temperaturë të lartë.
Kontrolloni sasinë e mbushësit, ose përdorni materiale mbushëse me madhësi të grimcave më të imta (siç është karbonati i kalciumit nano) për të përmirësuar uniformitetin e përzierjes.
2. Efekt i dobët i shkrirjes së lëndës së parë
Arsyeja:
Temperatura e përpunimit është e pamjaftueshme, plastika nuk është shkrirë plotësisht, dhe kombinimi me fibrën nuk është i ngushtë, dhe cilësi e mykut nuk mund të transmetohet plotësisht gjatë shtypjes.
Përmbajtja e lagështisë së lëndëve të para është shumë e lartë (veçanërisht pluhur druri), dhe avulli i ujit gjenerohet në temperaturë të lartë, duke rezultuar në flluska sipërfaqësore ose modele të paqarta.
Sugjerime për zgjidhje:
Rritni temperaturën e ekstruderit (siç është rritja e temperaturës së seksionit të shkrirjes me 5 ~ 10 ℃) për të siguruar që plastika është e plastifikuar plotësisht, dhe në të njëjtën kohë shmangni degradimin e materialit të shkaktuar nga temperatura e tepërt.
Thani lëndët e para të fibrave si pluhur druri (përmbajtja e lagështisë kontrollohet nën 3%), e cila mund të trajtohet paraprakisht nga pajisjet e tharjes.

Ii. Problemet e procesit të prodhimit
1. Presioni i pamjaftueshëm i nxjerrjes
Arsyeja:
Shpejtësia e vidhave ekstruder është shumë e ulët ose vidhosja është e veshur, duke rezultuar në presion të pamjaftueshëm të shkrirjes dhe i paaftë për të mbushur në mënyrë efektive brazdën e modelit të mykut.
Dizajni i kanalit të rrjedhës së mykut është i paarsyeshëm (siç është seksioni i hyrjes është shumë i gjerë, raporti i kompresimit është i pamjaftueshëm), duke rezultuar në humbje të tepërt të presionit.
Sugjerime për zgjidhje:
Rritni në mënyrë të përshtatshme shpejtësinë e vidhave (të tilla si rritja e 10 ~ 20R/min), ose zëvendësoni vidhën/fuçi të veshur për të rritur presionin e shpërndarjes së shkrirjes.
Optimizoni strukturën e mykut, rritni gjatësinë e seksionit të kompresimit ose rregulloni raportin e kompresimit të kanalit të rrjedhës (siç është nga 2: 1 në 3: 1) për të siguruar presion të mjaftueshëm në model.
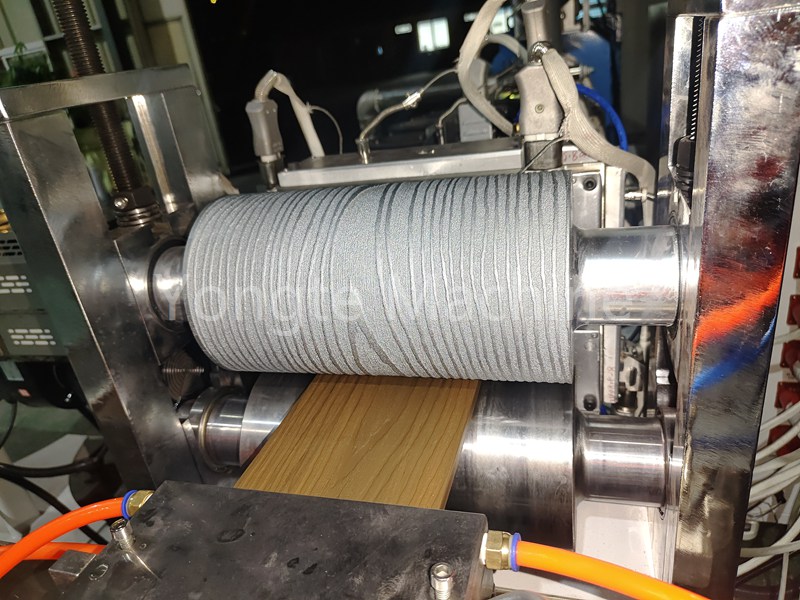
2. Koha e pahijshme e embossing dhe kontrolli i ftohjes
Arsyeja:
Distanca midis rulit embossing dhe daljes së ekstruderit është shumë larg, shkrirja ftohet shumë shpejt, dhe është e vështirë të nxirrni një model të qartë pasi të ngurtësohet sipërfaqja.
Temperatura e rulit embossing është shumë e lartë ose shumë e ulët: temperatura shumë e lartë mund të shkaktojë lehtësisht deformimin e modelit; Temperatura shumë e ulët do të bëjë që shkrirja të ftohet shpejt dhe modeli është i paplotë.
Shpejtësia e ftohjes është e pabarabartë, dhe modeli lokal është i paqartë për shkak të tkurrjes së shpejtë.
Sugjerime për zgjidhje:
Shkurtoni distancën midis stacionit embossing dhe ekstruderit (rekomandohet të kontrollohet brenda 50 ~ 100cm) për të siguruar që shkrirja të jetë në gjendjen më të mirë plastike.
Kontrolloni saktësisht temperaturën e rulit embossing (zakonisht 20 ~ 30 ℃ më të ulët se temperatura e shkrirjes), e cila mund të rregullohet në kohë reale përmes sistemit të kontrollit të temperaturës.
Optimizoni sistemin e ftohjes dhe përdorni ftohjen e segmentuar (siç është ftohja e ajrit së pari dhe më pas ftohja e ujit) për të siguruar ftohje të njëtrajtshme në sipërfaqe dhe për të shmangur deformimin e shpejtë të ftohjes.
Iii Pajisjet dhe problemet e rulit embossing
1. Embossing Roller Vesh ose Defektet e Dizajnit
Arsyeja:
Pas përdorimit afatgjatë, skaji i rulit embossing është i veshur dhe i paqartë, duke rezultuar në sens të pamjaftueshëm tre-dimensional të modelit të ngulitur.
Thellësia e modelit është shumë e cekët (siç është <0.3 mm) ose këndi është shumë i madh (siç është këndi i bevel> 60 °), dhe është e vështirë për shkrirjen të plotësojë detajet e majës.
Sugjerime për zgjidhje:
Kontrolloni rregullisht veshin e rulit embossing, mirëmbani ose zëvendësoni atë në kohë për të siguruar skajin e mprehtë të modelit.
Optimizoni modelin e modelit të rulit embossing: Thellësia rekomandohet të jetë 0.5 ~ 1.0 mm, dhe këndi i Bevel kontrollohet në 45 ° ~ 55 ° për të lehtësuar mbushjen dhe demolimin e shkrirjes.
2. Saktësi e pamjaftueshme e embossing Roller
Arsyeja:
Përafërsia sipërfaqësore e rulit embossing nuk është e mjaftueshme (siç është vlera RA> 1.6 μm), ose saktësia e gdhendjes në model është e ulët (siç është rezolucioni i pamjaftueshëm i gdhendjes lazer), duke rezultuar në linja të paqarta.
Presioni midis rulit embossing dhe rulit tërheqës është i pabarabartë (siç është ndryshimi i presionit të majtë dhe të djathtë> 5%), duke rezultuar në qartësi të pjesshme dhe turbullim të pjesshëm të modelit.
Sugjerime për zgjidhje:
Trajtimi sipërfaqësor i rulit embossing (të tilla si plating kromi, lustrimi i pasqyrës), kontrolli i vrazhdësisë RA≤0.8 μm, dhe përdor teknologjinë e gdhendjes me precizion të lartë (të tilla si gdhendje me lazer me fibra, rezolucion ≤0.02 mm).
Kalibroni sistemin e presionit të rulit embossing për të siguruar presion uniform në anët e majta dhe të djathta (gabim <2%), i cili mund të monitorohet në kohë reale nga sensori i presionit.

Iv. Faktorë të tjerë
1. Shpejtësia shumë e shpejtë e tërheqjes
Arsyeja:
Shpejtësia e tërheqjes nuk përputhet me shpejtësinë e nxjerrjes (siç është shpejtësia e tërheqjes> Shpejtësia e linjës së nxjerrjes 15%), duke rezultuar në shtrirje të tepërt të shkrirjes gjatë embossing dhe rrafshimit të detajeve të modelit.
Sugjerime për zgjidhje:
Rregulloni shpejtësinë e tërheqjes në mënyrë që shpejtësia e linjës së tërheqjes të përputhet me shpejtësinë e nxjerrjes (gabimi ≤5%), i cili mund të kontrollohet nga lidhja inverter.
2. Përdorimi i pahijshëm i lubrifikantit
Arsyeja:
Shtimi i tepërt i lubrifikantit (siç është më shumë se 1.5%) bën që sipërfaqja e shkrirë të jetë shumë e qetë, e lehtë për tu rrëshqitur gjatë embossing dhe është e vështirë për të formuar modele.
Zgjidhja:
Ulni sasinë e lubrifikantit (siç është kontrollimi i tij brenda 0.5%~ 1.0%), ose zëvendësojeni atë me një lubrifikant të brendshëm me pajtueshmëri më të mirë (siç është stearate gliceryl) për të shmangur ndikimin e ngjitjes së shkrirjes.
Për ta përmbledhur, zgjidhja e problemit të embossing në internet kërkon aspekte të shumta. Gjeni shkakun rrënjësor dhe zgjidhni atë sipas situatës aktuale të prodhimit. Atëherë mund të prodhoni në mënyrë të qëndrueshme kuvertë me cilësi të lartë dhe të bukur WPC. Nëse keni ndonjë nevojë, ju lutemi kontaktoni ekipin e inxhinierëve të Yongte për t'ju ndihmuar të zgjidhni probleme të ndryshme në prodhimin e dekretit WPC në internet.




