

Si ta zgjidhim problemin e sipërfaqes së përafërt të paneleve të derës WPC të ekstruduar?
Si ta zgjidhim problemin e sipërfaqes së përafërt të paneleve të derës WPC të ekstruduar?
Kur prodhoni panele me dyer WPC me dru plastike, rrafshimi i sipërfaqes është shumë i rëndësishëm për cilësinë e paneleve të dyerve WPC. Sidoqoftë, shumë fabrika të dyerve të drurit-plastik janë të pafuqishme përballë problemit që sipërfaqja e paneleve të derës së ekstruduar WPC është e ashpër dhe e shurdhër gjatë prodhimit. Sot, ekipi i Inxhinierit Yongte ofron një analizë dhe zgjidhje specifike për këtë problem.
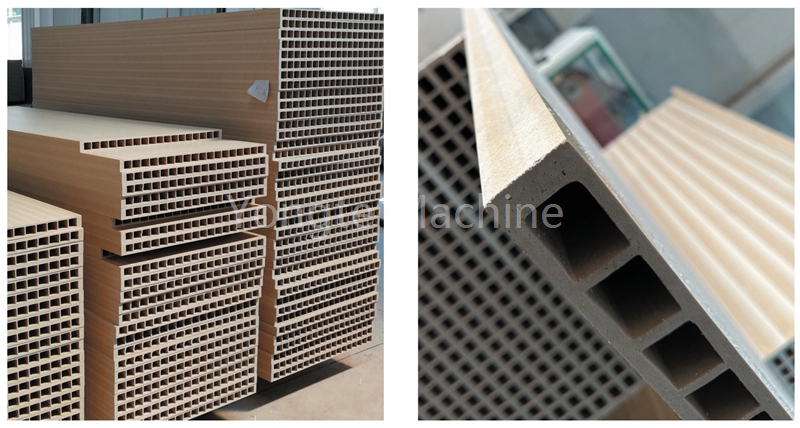
Paneli i derës WPC i ekstruduar i drurit WPC është i përafërt dhe pa shkëlqim, i cili mund të jetë për shkak të problemeve në formulën e lëndës së parë, parametrat e procesit, statusin e pajisjeve ose ftohjen dhe formimin.
Më poshtë janë analiza dhe zgjidhjet specifike të shkakut:
I. Analiza e mundshme e shkakut
1. Problemi i formulës së lëndës së parë
· Raporti i rrëshirës ndaj mbushësit është i pabalancuar
· Nëse përmbajtja e pluhurit të drurit/mbushësit të fibrave është shumë e lartë (siç është më shumë se 60%), rrëshira nuk është e mjaftueshme për të mbështjellur grimcat mbushëse, duke rezultuar në një sipërfaqe të pabarabartë.
· Indeksi i shkrirjes (MI) i rrëshirës është shumë i ulët, dhe rrjedhshmëria është e dobët, kështu që nuk mund të mbushë hendekun e mbushësit në mënyrë të barabartë.
· Shtimi i pahijshëm i aditivëve
· Lubrifikant i pamjaftueshëm: Shtimi i pamjaftueshëm i lubrifikantëve të brendshëm (të tilla si acidi stearik, parafina), viskoziteti i shkrirë i lartë, plastifikimi i dobët i materialeve, sipërfaqja e përafërt.
· Mungesa e agjentit të shkëlqimit: nuk shtohen asnjë ester akrilik, dylli polietileni dhe përmirësues të tjerë të shkëlqimit, ose sasia është e pamjaftueshme (zakonisht 0.2-0.5 pjesë).
· Stabilizuesi i tepërt: Stabilizuesi shumë i nxehtësisë (siç është kripa e plumbit, kalciumi dhe zinku) mund të precipitohet në sipërfaqe, duke ndikuar në shkëlqimin.
· Parathënia e pamjaftueshme e materialit të paketimit
· Përmbajtja e lagështisë së pluhurit të drurit është shumë e lartë (> 5%), dhe avulli i ujit prodhohet gjatë nxjerrjes, duke rezultuar në flluska ose pika në sipërfaqe; Nëse trajtimi i bashkimit (siç është silani ose titanati) nuk kryhet, ndërfaqja midis mbushësit dhe rrëshirës është e kombinuar dobët, dhe është e lehtë të biesh.
2. Parametrat e procesit të nxjerrjes janë të paarsyeshme
· Kontroll i pahijshëm i temperaturës
· Temperatura e ulët: Rrëshira nuk është shkrirë plotësisht, përzierja me mbushës është e pabarabartë, dhe zgjatjet kokrrizore shfaqen në sipërfaqe.
· Temperatura e lartë: Degradimi i rrëshirës ose karbonizimi i mbushësit, sipërfaqja gri, pa shkëlqim (Referenca: Baza PVC e rekomanduar 160-190℃, Baza PE/PP 180-220℃).
· Shpejtësia dhe presioni i vidhave janë jonormale
· Nëse shpejtësia e vidhos është shumë e shpejtë (siç është> 60R/min), veprimi i qethjes është i fortë, duke rezultuar në mbinxehje lokale ose degradim të materialit; Nëse shpejtësia e vidhos është shumë e ngadaltë, plastifikimi është i pamjaftueshëm dhe sipërfaqja është e përafërt.
· Nëse presioni i mykut është shumë i ulët (siç është <10MPA), shkrirja nuk është e mbushur plotësisht dhe sipërfaqes i mungon shkëlqimi i ngjeshur.
3. Pajisjet dhe problemet e mykut
· Vidhosja është e veshur ose dizajni nuk është i arsyeshëm
· Hendeku i vidhave dhe vidhos është shumë i madh (> 3 mm), koha e mbajtjes së materialit është e gjatë, dhe plastifikimi nuk është i njëtrajtshëm; Raporti i kompresimit është i pamjaftueshëm (siç është <2: 1), duke rezultuar në densitet të dobët të shkrirjes.
· Defekt i vrapuesit të mykut
· Muri i brendshëm i kanalit të rrjedhës është i përafërt dhe ka qoshe të ngordhura, në mënyrë që materiali të mbahet dhe të karbonizohet; Dizajni i daljes së vdesit është i paarsyeshëm (siç është pjesa e drejtë është shumë e shkurtër), në mënyrë që shkrirja të zgjerohet seriozisht nga vdesi dhe sipërfaqja nuk është e qetë.
· Filtri është i bllokuar
· Nëse numri i rrjetës së filtrit është shumë i lartë (siç është> 80) ose koha e përdorimit është shumë e gjatë, rezistenca e rrjedhës së materialit është e madhe, duke rezultuar në luhatjet e presionit dhe defektet e sipërfaqes.
4. Problemet e ftohjes dhe vendosjes
· Shkalla e ftohjes është shumë e shpejtë ose shumë e ngadaltë
· Nëse temperatura e ujit ftohës është shumë e ulët (siç është <10℃), shkrirja do të forcohet shpejt dhe sipërfaqja nuk do të barazohet plotësisht; Nëse temperatura e ujit është shumë e lartë (siç është> 30℃), vendosja do të jetë e pamjaftueshme dhe sipërfaqja do të gërvishtet lehtësisht ose e përafërt.
· Dizajni i mëngës fikse është i paarsyeshëm
· Hapësira midis mëngës së fiksuar dhe vdes është shumë e madhe, në mënyrë që shkrirja të bjerë dhe të deformohet; Shpërndarja e kanaleve të ujit të ftohjes së brendshme nuk është e njëtrajtshme, duke rezultuar në ftohje lokale në kundërshtim.
· Shpejtësia e tërheqjes nuk përputhet me shpejtësinë e nxjerrjes
· Nëse shpejtësia e tërheqjes është shumë e shpejtë, pllaka e derës do të shtrihet dhe hollohet, dhe sipërfaqja do të shfaqet zhvishem portokalli; Nëse është shumë e ngadaltë, akumulimi do të çojë në një sipërfaqe të përafërt.
2. Zgjidhje
1. Optimizoni formulën e lëndës së parë
· Rregulloni raportin e rrëshirës me mbushësin
· Ulni përmbajtjen e pluhurit të drurit në 50%-55%, rritni dozën e rrëshirës (siç është baza PE/PP nga 30%në 35%), përmirësoni veshjen; Zgjidhni rrëshirë të lartë MI (të tilla si MI = 8-12G/10min PE), përmirësoni rrjedhshmërinë.
· Shtimi i arsyeshëm i aditivëve
· Lubrifikant: Rritni sasinë e lubrifikantit të brendshëm (siç është acidi stearik nga 0.3 pjesë në 0.5 pjesë), ose shtoni lubrifikant të përbërë (siç është EBS etilen butil stearate, 0.2-0.4 pjesë) për të zvogëluar viskozitetin e shkrirë.
· Agjenti i Gloss: Shtoni dylli polietileni (0.3-0.5 pjesë) ose agjent të shkëlqimit akrilik (0.2 pjesë) për të përmirësuar shkëlqimin e sipërfaqes.
· Agjenti i bashkimit: Pluhuri i drurit para-trajtohet me agjent bashkimi silane (siç është pjesët KH-550,0.5-1.0) për të përmirësuar forcën e lidhjes ndërfaciale dhe për të zvogëluar derdhjen e mbushësit.
· Kontrolloni përmbajtjen e lagështisë dhe finesën e paketimit
· Pluhuri i drurit është tharë në përmbajtjen e lagështirës <3%, dhe grimcat e trashë hiqen duke sitë (rekomandohet që madhësia e grimcave <80).
2. Rregulloni parametrat e procesit të nxjerrjes
· Optimizoni vendosjen e temperaturës
· Modaliteti "ngrohje hap pas hapi" është miratuar, siç është vendosja e temperaturës me katër faza PVC prej 165℃ (Seksioni i Feed)→175℃ (Seksioni i kompresimit)→185℃ (Seksioni i shkrirjes)→180℃ (Seksioni i mykut), për të siguruar që rrëshira është plotësisht e plastifikuar dhe jo e degraduar.
· Nëse sipërfaqja është e përafërt për shkak të plastifikimit të pamjaftueshëm, temperatura e seksionit të shkrirjes mund të rritet me 5-10℃; Nëse degradohet për shkak të mbinxehjes, temperatura duhet të ulet dhe koha e qëndrimit të shkurtohet.
· Përputhni shpejtësinë e vidhos me shpejtësinë e tërheqjes
· Shpejtësia e vidhos kontrollohet në 40-50R/min, dhe raporti i shpejtësisë së tërheqjes ndaj shpejtësisë së nxjerrjes është 1.1-1.3: 1. Uniformiteti i trashësisë së pllakës së derës rregullohet me vëzhgim.
· Rritni presionin e mykut
· Zëvendësoni filtrin më të lartë të rrjetës (siç është 60 rrjetë në 80 rrjetë), ose zvogëloni hendekun e vdesit, në mënyrë që shkrirja të kompaktohet plotësisht nën presion të lartë (presioni i synuar 12-15MPA).
3. Inspektoni pajisjet dhe mykët
· Kontrolloni veshin e vidhave dhe fuçi
· Matni hendekun midis vidhos dhe fuçisë, nëse tejkalon 3 mm, zëvendësoni vidhën ose fuçinë për të siguruar që raporti i kompresimit të jetë 2.5-3: 1 për të përmirësuar efektin e plastifikimit.
· Lustrues i vrapuesit të mykut dhe vdes
· Muri i brendshëm i vrapuesit të mykut është lëmuar me një pasqyrë (vrazhdësia RA <0.8μm) për të eleminuar qoshet e ngordhura; Seksioni i drejtë i vdes shtrihet në 10-15 herë diametrin e tubit për të zvogëluar zgjerimin larg nga vdesi.
· Pastroni filtrin
· Zëvendësoni rregullisht ekranin e filtrit (rekomandohet ta kontrolloni çdo 4 orë) dhe të hiqni materialin e karbonizuar të mbajtur.
4. Përmirësimi i procesit të ftohjes dhe formimit
· Optimizoni temperaturën e ujit të ftohjes dhe shkallën e rrjedhës
· Temperatura e ujit me mëngë fikse kontrollohet në 15-25℃, dhe shkalla e rrjedhës është 5-8L/min. Ftohja e segmentuar (temperatura e ujit në pjesën e përparme është pak më e lartë, dhe temperatura e ujit në pjesën e pasme është më e ulët) është miratuar për të shmangur ftohjen e papritur që rezulton në stres të pabarabartë të sipërfaqes.
· Rregulloni pozicionin e mëngës në formë dhe tensionin e tërheqjes
· Hapësira midis mëngës së formimit dhe vdes është shkurtuar në 5-10 mm për të siguruar formimin në kohë të shkrirjes; Makina tërheqëse aplikon një tension të vogël (rreth 5-10N) për të shmangur deformimin e shtrirjes.
· Shtoni procesin e trajtimit sipërfaqësor
· Menjëherë pas nxjerrjes, një shtresë e hollë e emulsionit parafinë ose llak të qartë poliuretani aplikohet përmes luksit të luksit ose pajisjes së veshjes për të përmirësuar shkëlqimin dhe butësinë e sipërfaqes.
3. Parandalimi dhe mirëmbajtja e përditshme
1 Vendosni një bazë të dhënash të recetave dhe proceseve
· Regjistroni temperaturën më të mirë, presionin, shpejtësinë e tërheqjes dhe parametrat e tjerë që korrespondojnë me raporte të ndryshme të lëndës së parë për rregullim të shpejtë.
2 Mirëmbani pajisjet rregullisht
· Pastroni fuçi dhe myk ekstruder çdo javë, kontrolloni sistemin e kontrollit të temperaturës dhe qarkun e ujit ftohës çdo muaj për të siguruar funksionimin e qëndrueshëm.
3 Inspektimi i pjesës së parë dhe monitorimi i procesit
· Pas fillimit të makinës, merrni pjesën e parë dhe provojeni me një njehsor të vrazhdësisë (RA e synuar <3.2μm) dhe njehsor me shkëlqim (objektivi 60° Gloss> 30gu), dhe rregulloni parametrat në kohë.
Përmes masave të mësipërme, cilësia e sipërfaqes së paneleve të dyerve të drurit-plastik mund të përmirësohet në mënyrë efektive për të arritur standarde të lëmuara dhe shkëlqyese të pamjes.